
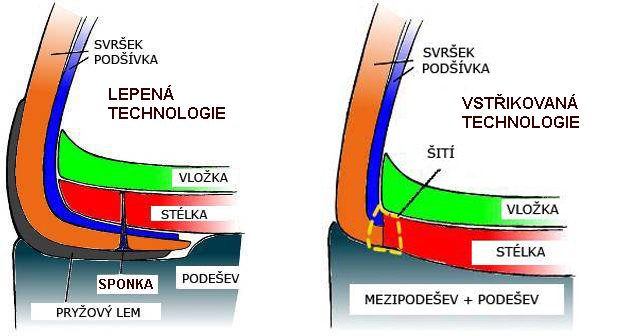
Principálně lze outdoorovou obuv vyrábět dvěma technologiemi. Při lepené technologii (obrázek vlevo) se multikomponentní podešev vstřikuje samostatně a má tvar jakési vany, do které se později vlepuje svršek. Svršek je natažen na kopyto a poté je připojena sponkováním a lepením masivní stélka (obvykle nylonová, 3-8 mm silná), která tvoří torzní výztuhu. Pak dochází k nalepení ochranného gumového lemu a nakonec se kompletní svršek slepí s dříve vyrobenou podešví. Pokud vyjmeme z boty vložku, snadno na stélce rozpoznáme, že nebyla přišita, ale přilepena či přinýtována.
Takto vyrobená bota má kdykoli oddělitelnou podešev, která může být po odšlapání vzorku vyměněna za novou. Při výměně podešve (což musí být prováděno ve výrobním závodě na originálním kopytu kvůli zachování velikosti boty) se mění i gumová obsázka, tkaničky a vložka.
Vstřikovaná technologie (obrázek vpravo) zcela odstraňuje fázi lepení. Využívá se skutečnosti, že vstříknutý polyuretan se při reakci ve formě nevratně spojuje nejen s pryží, ale i s usní či textilií svršku a materiálem torzního stabilizátoru (TPU). Na svršek je entlovacím strojem našita textilní stélka. Poté je svršek natažen (obut) na kopyto a k svršku je přichycen torzní stabilizátor. Do vstřikovací formy je vložen pryžový běhoun a svršek s kopytem. Následně je forma uzavřena a vstřiknut pěnový polyuretan. Celá bota je tak spojena v jeden celek, v budoucnosti nedestruktivně nedělitelný. Tato technologie umožňuje velkosériovou automatizovanou výrobu. Vytvořená obuv je lehčí a ohebnější.
Podešev u vstřikované obuvi nelze oddělit, proto po odšlapání vzorku nelze podešev efektivně opravit. Jediné, co lze opravovat, je odchozený podpatek. Pokud vyjmeme z boty vložku a vidíme, že stélka byla přientlována, máme důkaz, že bota byla vyrobena vstřikovací technologií.
